We recently put into practice the turning tips for working with heat-resistant superalloys (HRSAs) described in a Production Machining article published earlier this year. To refresh your memory, or to introduce you to HRSA machining. After you have read it, you will see a Test Report that shows a test we recently ran for a customer and demonstrates the principles of HRSA machining described in the article.
HRSAs are highly dense metals composed of nickel (Ni), iron-nickel (Fe2Ni) — including nickel steel or stainless steel — cobalt (Co) and chromium (Cr) that can be used at temperatures up to 70% of their melting points, ranging from 1,900°F (1,050°C) to 2,200°F (1,200°C). Although HRSAs' resistance to corrosion and heat makes them well suited for applications in aerospace, defense, general machining, marine, medical/biomedical, oil and gas, petrochemical, and power generation industries, they generally have poor machinability characteristics.
 Rough-turning, heat-resistant superalloys can be challenging. However, new carbide insert technology provides the capability to perform high-speed, high-feed roughing in a single pass. We recently helped a customer with a high-speed turning application for producing jet engine bearings.
Rough-turning, heat-resistant superalloys can be challenging. However, new carbide insert technology provides the capability to perform high-speed, high-feed roughing in a single pass. We recently helped a customer with a high-speed turning application for producing jet engine bearings.
This is due to those materials’ high hot hardness and strength, high dynamic shear strength, low thermal conductivity, austenitic (NiCr or NiFeCr) matrix, hardening during machining, abrasiveness, and common formation of built-up edge on an insert. In continuous cuts such as turning, manufacturers often use ceramic inserts for roughing due to their hardness because they can typically cut faster than carbide inserts. However, ceramic inserts do not have the toughness required to handle corners or interrupted cuts, which is far from ideal when used to rough-machine HRSA.
To provide manufacturers with a more efficient way to machine HRSA, Palbit SA (a Portugal-based, vertically integrated manufacturer of carbide tooling) developed DOMX heavy roughing inserts. We became the exclusive U.S. master importer of Palbit carbide cutting tools last year.
DOMX Inserts at Work
Our relationship with Palbit recently benefited a global manufacturer of bearings, gears, and related products for the aerospace industry. The company recently began to use Palbit DOMX inserts to produce jet engine bearings made of Stainless Steel A286 and various HRSAs.
When the customer came to our distributor partner for a solution that was more heat-resistant and cost-effective than the rough-turning tools it had been using, we tested Palbit tooling’s ability to resist high heat and found that the tooling was ideal for his application.
The tests also revealed that the bearings were able to retain their high strength properties at extreme temperatures regardless of whether they were manufactured on cold start or hot run machines.
Because the test run of the rough turning tool was so successful, the customer asked us to develop a boring bar tool. We expect to conclude testing by the end of this year.
The ABCs of DOMX
DOMX inserts are made of solid carbide, come in a single size (#4 size), are PVD coated, and are well suited for medium-to-rough turning of HRSA because they combine high hardness with high heat-resistance properties. A DOMX insert features four positive cutting edges on a double-sided negative insert and can reduce cycle times to varying degrees while increasing tool life by as much as 140%.
 DOMX inserts must be used with Palbit’s proprietary right- or left-hand holders. The inserts are made of solid carbide, come in a single size, and feature a PVD coating.
DOMX inserts must be used with Palbit’s proprietary right- or left-hand holders. The inserts are made of solid carbide, come in a single size, and feature a PVD coating.
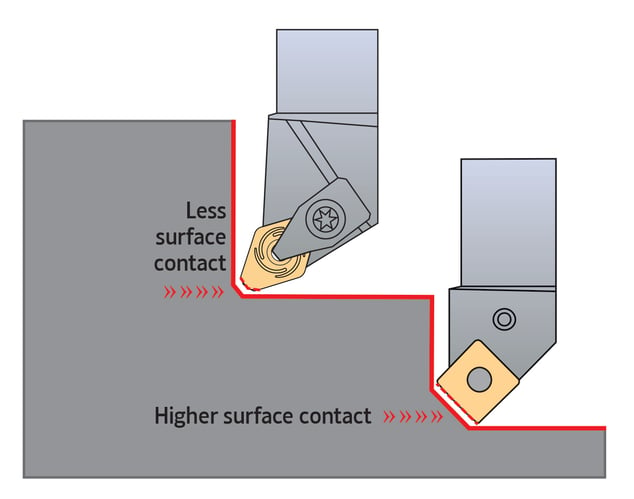
The chip breaker geometry enables DOMX inserts to provide the same impact as a high feed insert but with a lower amount of surface contact to minimize head and cutting pressure. As a result of that design feature, DOMX can take a shallow cut (maximum depth-of-cut (DOC) of 0.079" (2mm)) and generate low amounts of heat in the cut, enabling the insert and the workpiece to retain their respective shapes and properties.
DOMX approaches corners faster than alternative tooling. It also finishes the cut without failing — as opposed to what can happen with ceramic inserts when machining HRSA because those inserts lack toughness and get overheated when used at variable speeds. Although the customer's application described involves a bearing, the same factors apply to this application and to ones involving angled surfaces such as the one shown in the accompanying illustration.
DOMX inserts can approach corners faster than alternative tooling and finish the cut without failing as can happen with ceramic inserts when machining HRSA.
In short, DOMX inserts give you the option of using high-speed, high-feed roughing in a single-pass operation. Specifically, they enable a 45-degree insert lead angle to produce a higher DOC in rough or medium turning applications. They can be used for facing, external or internal turning, case machining, and ring machining while offering cycle time reduction, tool life improvement, and stability in the roughing process at a lower cost than ceramic inserts.
Tool Setup Tips
DOMX is a patented insert design and, as noted, must be used with Palbit’s proprietary right- or left-hand holders. To achieve the optimal setup for an application, the lead angle should be as close as possible to 45 degrees based on the workpiece shape. By creating a 45-degree lead angle, tool life can be increased by 30% or more. A 45-degree lead angle also increases cutting force, improves rigidity, and reduces deflection. Although chatter or tool deflection might occur, you are still likely to experience higher material removal rates and increased productivity.
You can determine the largest possible radius for dispersing the effects of cutting forces, reducing notch wear, and decreasing the probability of insert breakage by performing calculations on your own or with our assistance. With so many variables involved, an engineering conversation is likely to be necessary before deciding whether DOMX inserts are as well-suited to your application as they are to the production of jet engine bearings.
A Test Case for Palbit Tooling
When it comes to using Palbit DOMX inserts versus other tooling, a recent test we ran, which is detailed in the graphs and charts below, showed a 6X increase in tool life and a 79% decrease in cycle time! To give you the complete picture of this application, we have also included the machining conditions under which we conducted the test, as well as cutting data. As noted earlier, a DOMX insert's maximum DOC is 0.079" (2mm). The DOC for the application detailed in the Test Report was 0.035" (0.89mm).
.png?width=696&height=348&name=Rexnord%20Blog%20Post_PPP_1%20(3).png)
-1.png?width=696&height=322&name=Rexnord%20Blog%20Post_PPP_1%20(1)-1.png)
.png?width=1500&height=750&name=Rexnord%20Blog%20Post_PPP_1%20(2).png)
The results achieved in this example are typical of the improvements in tool life and cycle time that Palbit DOMX inserts can offer in a wide range of HRSA applications across more than half a dozen industries. Whether your application is related to aerospace, defense, general machining, marine, medical/biomedical, oil and gas, petrochemical, or power generation, Palbit tooling can add value to your operations.
To discuss your specific requirements…
